

Conozca los detalles de la inyección multicomponente, también conocida como Multi-k.
Un molde de inyección de plástico tradicional o convencional es conocido como una cavidad, un punzón y un acceso de material en estado fusión (habitualmente hablamos de plásticos), que mediante el proceso de inyección y enfriamiento obtenemos el producto que se ha diseñado.
Partiendo de esta base, lo que podemos entender es que el producto solo puede estar fabricado con un único material, y entendemos como material también el color, por lo tanto, producimos un producto de un material y un color específicos.
¿Qué es un proceso de inyección multicomponente Multi-k?
El proceso de inyección nos permite realizar en una única fase de inyección (ciclo) un producto con dos o más materiales / colores. Sin penalizar o penalizando mínimamente el ciclo de producción.


Este proceso de inyección tiene una ventaja muy clara, el ahorro del coste de producción. Normalmente para la realización de un producto que tiene dos o más materiales, debemos diseñar y construir los medios productivos, fabricar los productos (ahora les llamaríamos componentes) y ensamblarlos en un postproceso.
Pongamos por ejemplo el proceso de inyección de un secador de pelo o un taladro con una estructura de plástico duro y una empuñadura de goma. Si trabajamos los componentes de forma individual necesitaremos dos moldes y dos fabricaciones independientes. Esto supone un mayor tiempo de consumo de máquina de inyección y una reducción de la capacidad de fabricación. Además, hay que sumar el gasto de almacenaje de componentes y posteriormente un montaje de los mismos, los cuales, en muchas ocasiones, requieren de o bien sistemas de atornillado o bien de anclaje químico, por tanto, más costes. En algunas ocasiones pueden ser sistemas de clipado, pero por diseño o materiales no siempre es posible.
Consideramos por tanto que la ventaja de ahorro de costes es un elemento para tener en cuenta a la hora de decantarnos por un proceso de inyección multicomponente Multi K.


El funcionamiento de los moldes multi-k es relativamente sencillo, el concepto como tal es sencillo, la ejecución o industrialización son por norma general algo menos sencillo.
Pasos para la fabricación de un proceso multi-k
- Diseño
A la hora de diseñar un producto que tiene que estar compuesto de diferentes materiales, lo primero es ver la compatibilidad química de estos, por tanto, por ejemplo, un ABS/PC, no tiene buena adherencia con un EPDM en cambio, si muy buena con un TPU, o bien EPDM + PP…. Por tanto, es importante revisar las especificaciones de los materiales y ver sus compatibilidades.
Siempre hay trucos de diseño que ayudan a esto, como, por ejemplo, añadir zonas de soldadura física que soporten los esfuerzos de desensamble, pero hay que estudiarlos bien si queremos que el producto tenga durabilidad y robustez
Otro punto importante a la hora de realizar el diseño es que tenemos que pensar que el molde no será convencional, ahora hablaremos de este, y hay que plantear que se deben diseñar zonas de inyección para cada material que sean posibles de industrializar.
Mas puntos críticos de diseño y que también tienen que ver con el molde y la inyección es que nunca podremos inyectar ambos materiales a la vez, sino que primero irá uno y posteriormente el otro o los otros. Y por tanto hay que diseñar los espesores de cada pieza de manera que sean posibles de llenar y se ha de diseñar, pensando que las zonas de cierre del molde deben ser robustas para evitar que existan filtraciones entre ambos materiales.
- Proceso de Fabricación
Para fabricar utilizaremos máquinas y moldes adecuados para ellos.
Lo primero a tener en cuanta es que tanto la maquina como molde deben estar preparados para tener varias entradas de material, para las máquinas, conocidas como unidades de inyección tenemos disponibles varios sistemas.
- Husillos paralelos
- Horizontalmente
- Verticalmente
- Husillos de entrada lateral
- Husillos a 90º grados (verticales)
- Incluso unidades de inyección externas independientes
Tenemos varios sistemas en activo para la inyección de moldes multi-k, aquí os comento los más utilizados en el mercado, pero existen más.
- Moldes por translación de piezas
Son los mas sencillos en cuanto a la mecánica, tenemos 2 fases, una para cada material, lo que se hace es fabricar la primera de ellas y mediante automatización o manualmente se pasan a la cavidad 2 (mismo molde) y se inyecta el segundo material
- Moldes por sistema rotativo
- Plato rotativo
- Placa molde indexada rotativa
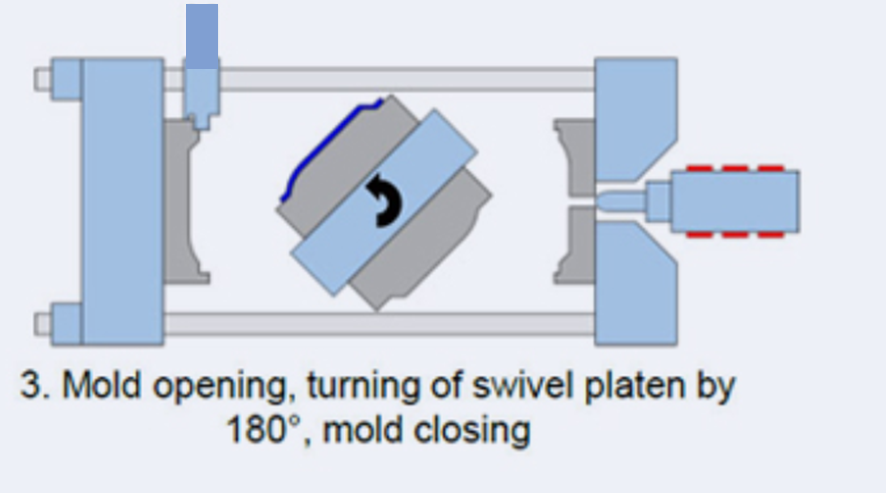
- Siwel
La principal característica de estos es que la pieza con un material (incompleta podemos decir) no se extrae del molde, por tanto, las maquinas o moldes deben tener un sistema rotativo que permita girar para colocar el punzón sobre la cavidad correspondiente. Habitualmente se estas tienen giro de 180º, pero depende de los materiales a inyectar o fases, puede girar 120º (3 giros) o incluso más. El dispositivo de giro (mesa giro) puede estar incorporado en molde (se les llama de placa indexada) o en la propia máquina, en esta podemos tenerlos de manera horizontal, vertical o los conocidos como sistema Siwel (ver imagen) que giran sobre un propio eje central)

La extracción de pieza solo ocurre cuando la misma esta completa, tras pasar por la última fase.
- Cavidades retractiles
Este proceso tiene la ventaja de no necesitar ningún añadido a máquina más que la incorporación de un sistema hidráulico y lógicamente varios husillos.
La mecánica de este sistema es la de generar una cavidad de geometría variable, que, mediante el hidráulico, abrimos el espacio necesario para incorporar el segundo material, es decir, inyectaríamos el primer material, activaríamos la presión y moveríamos una placa del molde haciendo que la cavidad tenga el espacio necesario para poder inyectar el segundo material.
- Co-inyección
Este proceso puede que sea menos conocido, pero es muy útil para ciertas aplicaciones complejas y muy concretas y que puede significar un gran ahorro de dinero en cuanto a materia prima se refiere. Ya que por su configuración se pueden poner materiales económicos en el núcleo de la pieza y materiales técnicos en su envoltorio.
Este proceso se caracteriza por inyectar 2 componentes por un mismo punto de inyección y que en la pieza hace un sándwich de dos materiales en 3 capas.
Esto quiere decir que obtenemos una envoltura completa con un material y un núcleo aislado y no visible con otro material.
En este caso se requiere de unas características específicas de maquina siendo o pudiendo ser utilizado un molde convencional.